
冷却塔的生产过程和生产过程是一个相对复杂的过程。在生产和生产过程中,我们应该掌握每一个细节。只有这样,我们才能确保冷却塔产品的质量。接下来,我们将详细说下冷却塔生产工艺流程,冷却塔是怎么生产出来的:
一、工艺概述。
1.工艺流程。
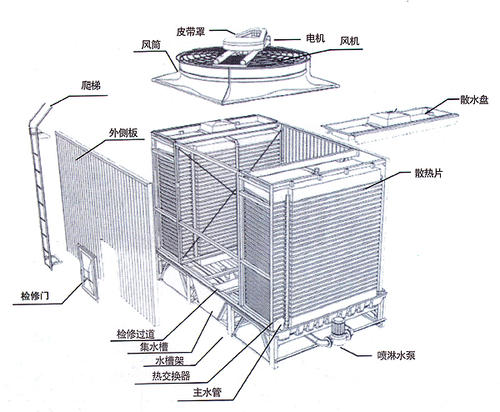
玻璃钢冷却塔的手工成型工艺如图所示。虽然有很多种工艺形式,但生产工艺基本相同,大致可以归结为三个方面:成型、浸渍和固化。
(1)定型
成型的关键是根据设计和制造的模具均匀配置增强材料。预定型增强材料的过程称为预定型。预定型应与以后的定型形状一致。
(2)浸渍
浸渍是用树脂基体取代增强材料周围空气的过程。浸渍过程分为两个步骤:泡沫和浸泡。基体粘度、基体和增强材料的组成比例以及增强材料的形状是主要因素,这些因素主要分为良好和较差的浸渍、易浸泡和难浸泡。
(3)固化
固化是一种化学反应的过程,是分子结构从一个维度到三个维度的过程。通常,基体在不妨碍应用的情况下是稳定的。为了使固化显示,应用反应引发剂进行化学刺激,并使用促进剂或加热来促进反应。
相互影响、相互制约的关系存在于成型过程中的三个方面,可以用下图所示。
2.准备工作。
(1)模具处理。
冷却塔的质量是否良好,表面是否光滑美观,主要取决于模具。因此,模具表面应进行表面处理,以去除模具表面上的所有灰尘、颗粒、油渍等,使模具表面和冷却塔表面达到镜面效果,而不是用洗涤剂和清水冲洗(避免使用具有溶解效果的丙酮)。
(2)制作工具。
在生产前,应适当准备相关的施工生产工具。工具应由专人管理和清洁。对于使用后的工具上的树脂,应及时清理物品,以避免操作时工具上的灰尘。生产过程中的碎片粘附在湿树脂上,影响冷却塔的质量。
1)为配料工和糊制工提供清洁工具,并记录工作使用情况和损坏情况。
2)清除工具上的残留树脂后,工具被放置在一个封闭的容器中,聚丙酮被浸泡(除了玻璃钢工具)。
任何交付使用的工具,都应该是清洁和干燥。
4)用于打蜡的毛巾、羊毛垫(毛毡)应使用热肥皂水或洗涤剂清洗,然后用清水清洗干燥后方可使用。洗涤剂也可以用来代替热的纯碱水溶液。更换昂贵和危险的丙酮作为洗涤剂。
5)每次使用时,应清洗胶衣的专用容器,不得有结皮和颗粒,也不得在器具内壁涂蜡,以便于清洗。
3.铺层计算。
FRP冷却塔的尺寸不同。风扇、电机、支架、传动装置等的荷载设置在风道的上部,因此铺设在塔体上的玻璃纤维布的数量和厚度也有所不同,应通过计算确定。有几种粗略的计算方法。
(1)计算手糊玻璃钢塔体的厚度和层数。
①厚度测算
计算公式为:t=m×k手糊玻璃钢塔体厚度。
(mm)式中t-塔体厚度。
单位面积重量(kg/m2)m-材料。
每1kg/m2材料的k-厚度常数(mm/(kg/m-2))。
②计算铺层层数。
玻璃钢冷却塔铺层层数的手糊计算为:
(2)重量计算玻璃钢塔体。
1)根据塔的形状尺寸和纤维含量计算。
FRP塔由几种不同的材料组成,具有不同的配合比和重量。更大的差异通常是由玻璃纤维含量的差异造成的。虽然胶水衣服树脂和铺路树脂之间存在差异,但差异不大,因此可以根据铺路树脂的密度进行处理。
设置玻璃纤维与树脂的混合密度为ρ,则为∶=ρg·α+ρr(1-α)。
通常在2.5~2.7g/cm3之间进行式中ρg-玻璃纤维密度。
玻璃纤维的α-含量(%)。
树脂密度一般为1.1~1.2g/cm3。
重量为:
成品表面积(cm2)式中A。
栅-玻璃纤维密度(g/cm3)。
(塔体)t-成品厚度(mm)。
胶衣层厚度(tr-mm)。
4r-同式。
2)根据塔铺层的结构计算。
在上述计算中,铺实际操作中没有考虑铺设层的重叠,计算结果存在一定的误差。重量通常用于计算玻璃纤维含量和使用树脂品种。
玻璃纤维的含量应根据工艺和结构设计来确定,增强材料的重叠部分应充分考虑,然后根据图纸找出相应的树脂与玻璃纤维的比率(倍率)B。
玻璃纤维与B-树脂的重量比。
玻璃纤维的α-含量(%)。
重量(kg)的Wr-树脂。
玻璃纤维重量Wf-(kg)。
4.基本要求。
(1)工艺环境条件的成型。
相对温度≤80℃,成型要求室温≥15℃。
(2)外观质量。
冷却塔体外表面胶衣层应均匀,平均厚度不大于0.5mm,表面光滑,无裂纹,色调均匀。允许对FRP塔体外表面的气泡和缺陷进行修复,但应保持相同的色调。修复后,塔外表面直径为3~5mm的气泡在1m2范围内不得超过3个。塔的内表面是一个富有的树脂层。塔的边缘整齐,厚度均匀,没有分层,加工部分应密封树脂。
(3)树脂含量。
塔式树脂(不包括胶衣层和富树脂层)含量控制在45%~55%之间,富树脂层含量超过70%;喷射成型部分超过65%;玻璃钢风扇叶片的树脂含量控制在43%~50%。
(4)固化程度。
环氧树脂玻璃钢的固化要求不低于80%,环氧树脂玻璃钢的固化要求不低于90%。
(5)玻璃钢的弯曲强度。
环氧树脂玻璃钢的弯曲强度不低于147MPa(1500kgf/cm2),环氧树脂玻璃钢的弯曲强度不低于196MPa(2000kgf/cm2)。
二、工艺制作。
1.配方
这是一种树脂配方,常用于玻璃钢冷却塔中的不饱和聚酯树脂和环氧树脂,所以这里只这两种树脂的配方。
(1)环氧树脂。
一、常用配方。
2)参考配方(重量分)
环氧树脂100,间苯二胺15,二丁酯15,短切玻璃纤维10,冷固化,用于修复。
环氧树脂100,冷固化通用,多乙烯多胺8~10,苯乙烯10~25。
HHPA102吡啶6,23℃/168h环氧树脂100。
热固化,耐热(200℃)玻璃钢,环氧树脂100,PMDA24。
环氧树脂100℃/30h,NA40,Al2O320,玻璃钢成型,胶结耐热,
1180℃/40h的环氧树脂100#30#。
●环氧树脂61#100,β2羟乙基乙二胺20,501稀释剂10,室温固化,玻璃用沃蓝处理,含胶量50%。
●环氧树脂61#100#,200#聚酰胺45,三乙烯四胺5,501稀释剂10,玻璃布用沃蓝处理,胶量50%。
(2)聚酯树脂。
1)聚酯树脂(重量分)
过氧化环己酮二丁酯糊(50%)1~4,萘酸苯乙烯溶液(10%)1~4,邻苯二甲酸二丁酯糊(50%)1~4。
二甲基苯胺苯乙烯溶液(10%)0.1~0.3,二甲基苯胺苯乙烯溶液(10%)0.1~0.3,191。
环烷酸钴(或辛酸钴)2聚酯树脂100,过氧化甲乙酮2。
过氧化二苯甲酰2聚酯树脂100。
热固化:室温+60℃/1h/80℃/4h/100℃/4h/120℃/4h。
二(重量分数)聚酯树脂配方Ⅱ
191#聚酯树脂100,过氧化苯甲酰糊(50%)2~3,二甲基苯乙胺乙烯溶液(10%)0.1~0.3。以上配方中的固化剂等用量可以在一定范围内变化,可以根据粘贴时的温度、湿度、塔架大小等进行调整。
2.配料
(1)大配料。将几十公斤树脂放入一个大容器中,每次添加所需的颜料糊、填料、稀释剂等。使用机械搅拌。搅拌器的叶子是双层的。搅拌过程中,材料应上下翻转。搅拌时间由搅拌效果决定。一般情况下,搅拌时间在2小时以上,搅拌速度在450~750r/min之间。如果需要过程,可以在大型配料中提前添加促进剂,但不适合添加固化剂,否则不适合添加多种配料。由于加固剂后无法使用,则不适合储存。
制备粘度大的环氧树脂,一般先将树脂用水加热至40℃左右,加入稀释剂,搅拌均匀后再加固化剂,立即使用。
(2)配备小材料。小材料是指现场制作时每次使用的材料。每次使用5公斤左右的量应该是合适的。在夏天,如果有必要,可以将准备好的小材料浸泡在水桶中,同时搅拌以散热,延缓凝胶时间的到来。
(3)小样本测试。由于材料变化或气候变化,应进行小样本实验——小玻璃钢片试验。为了确定一般配方并进行记录。对于聚酯树脂的传统配方,在其他因素保持不变的情况下,适合操作的凝胶时间为40~60min,环境温度与促进剂E的用量有关。
在0.5%~2%之间,促进剂用量对凝胶时间有很大影响。超过2%的凝胶时间没有减少,这表明所需的促进剂E用量越多越好。
(4)配料工和糊料工应配合。未经工艺人员批准,配方不得更改。配料工应及时向糊料工人提供配制好的树脂,并督促糊料工人使用材料,按照工艺要求掌握糊料的进度。
(5)聚酯树脂配料原则:
1)给料顺序一般先钴化物后酮化物,先酮化物后钴化物也可以,但不能同时添加。应该均匀搅拌,然后再添加一个。
2)混合时速度要慢,尤其是小配料或胶衣,否则空气混合会对产品产生气泡。
3)相关工具,应严格分离容器,不得共用。
4)无论是聚酯树脂还是环氧树脂,在规定的时间内使用冷固化剂和促进剂。
(6)为了均匀分散颜料,建议使用颜料糊,并充分搅拌。颜料糊可以用少量苯乙烯和其他稀释剂稀释,浸泡一段时间,然后放入大型材料中搅拌。
(7)在配置彩色胶衣时,为了使同一批量的冷却塔具有相同的颜色,应使用大型配料。准备好的胶水衣服应静置2小时,然后加入固化剂和促进剂,稍微搅拌,以避免空气混合。
(8)为了加快树脂的固化,应添加足够的固化剂。因此,当温度较低时,可以使用更多的促进剂,也可以采取适当的保温措施。
(9)对固化剂、促进剂等各种添加剂各种添加剂进行精确称量,严禁不根据经验称量。
3.制备胶衣。
胶衣是一种具有保护作用的树脂层,保护作用,使塔面光洁明亮,具有装饰作用。上胶衣时的相关问题如下。
在上胶衣之前,等待脱模剂完全干燥。
(2)刷涂或喷涂应均匀,不得太厚或太薄。用量应为300~500g/m2,厚度为0.25~0.4mm。一般情况下,涂两层,开始一层初凝后涂第二层,每次间隔40~60min左右。
(3)表面毛毡可用于增强胶衣层;3%~5%的丙酮可以调节胶衣的粘度;环境湿度过大时,可以用风机送热风或用红外灯加热降湿。
(4)与胶衣颜色相同的树脂用于紧贴胶衣服的1~2层布或毛毡中,可以减少胶衣的用量,避免暴露下面的纤维或其他颜色。
(5)机械杂质不得与胶衣混合,可用旧薄尼龙袜过滤;如果胶衣涂层后想要加速固化,可以直接用阳光照射,也可以用红外灯照射,但要保持湿度平衡。
(6)冬季气温较低时,应在使用前2~3h将胶衣或树脂转移到温室内,以减少胶衣或树脂的粘度。
4.糊制
粘贴是手工(糊)工艺的主要环节,为了熟练,需要多次训练。
(1)待胶衣初凝,手感柔软不粘时,立即铺贴。
(2)冷却塔表面层的主要功能是美观和保护内层,对强度要求不高。由于树脂的固化和收缩,容易使布纹凸起,导致表面不光滑。因此,除了使用胶水衣服外,表面还可以使用0.06~0.1毫米厚的薄布、表面毛毡等。
(3)对于附着在胶水衣服上的增强材料,使用1~2层切割纤维毡或0.2平方布,注意消除气泡。树脂也应饱和,以便于浸泡和消除气泡。
(4)如果大塔的厚度超过7mm,可以两次成型,并在热量缓慢时继续。如果厚壁塔使用蜡树脂糊,为了防止固化时热量过大,需要在途中停止,只能研磨上次固化的蜡表面。
(5)玻璃布之间的接缝应相互交错。接缝的宽度不小于50毫米。有些使用搭接布的1/2。粘贴一层后,在第二层填充1/2。可在转弯受力处增加布层。尽量不要在棱角处连接。
(6)如果玻璃布铺设和覆盖正交,则FRP的力学性能在两个方向上是相同的。为了使FRP在各个方向都具有相同的性能,需要使用毡作为增强材料,多角缝纫毡作为理想材料,或者布料可以按0°、45°、90°、135°和0°。
(7)使用方格布时,含胶量控制在50%~55%;使用毛毡时,控制在70%~75%。逐层测量,使用树脂定量。
(8)为了提高冷却塔收缩部分的强度和刚度,需要在设计的间距(弯曲角度与收缩一致)中埋设一定厚度的弯曲钢板。在不影响表面质量的情况下,应在铺层达到60%以上后进行埋设。
(9)粘贴时,沿着布的经纬方向用力,向一个方向冲泡,或从中间向两端冲泡。使布料层紧紧贴合,水含量均匀。
(10)粘贴时应开窗自然通风,用电风扇或吊扇通风,尤其是苯乙烯气体要及时排除,否则会影响人体健康,也会影响树脂的固化。粘贴后待固化,再脱模。
5.喷射
手工成型工艺的主要内容是喷射。喷射速度高于粘贴速度,在拐角、弯曲等方面具有更大的优势。使用喷射器(喷枪)时应注意以下几个方面。
(1)调整切割,使玻璃纤维切割长度超过25mm。
(2)能产生适当的雾状,通过泵或压缩机的压力和调节喷头。
(3)树脂喷射器和玻璃纤维的切割量应适当;树脂和玻璃纤维的喷射方向应一致。
(4)由厚度和脱泡作业性决定一次喷射量。
(5)对成型面的喷射角只能是直角,树脂和玻璃纤维的喷射角度较大,损耗较大。
(6)使用防爆照明设备,在作业现场应具有足够的照明度。
作为手工工艺的一种组成,需要与布、毡的糊制相配合使用,所有喷射玻璃钢壁厚不易控制,强度较低。
6.固化
粘贴在模具中的玻璃钢需要一定的时间固化成型,是必不可少的阶段。塔体的巴氏硬度随着固化时间的增长而增大,吸水率随着固化时间的增长而降低。硬度象征着固化度,8h硬度为8;硬度可提高到24h。冷却塔手糊不饱和聚酯树脂玻璃钢塔脱模时间不应少于24h,否则脱模会引起变形。为了缩短脱模时间,条件允许时,可在60~80℃下处理2~3h。
在塔架脱模后,继续自然固化还需要一定的时间。不同树脂的玻璃纤维增强塑料的自然固化时间也不同。一般情况下,环氧树脂、聚酯树脂需要约15天,酚醛树脂需要20天,环氧呋喃树脂需要30天。
塔体不应放置在室外(短时间加工除外),否则有些颜色(尤其是果绿)会因太阳照射不均而褪色,容易变形;塔体较大,玻璃钢块较大,储存时应有合理的支撑点,否则极易变形和翘曲。
由于聚酯树脂的固化需要7天才能稳定,加热固化不仅可以缩短室温固化时间,还可以提高玻璃钢的固化程度,因此FRP成型塔室温固化需要7天才能稳定,硬度快速上升的趋势已经结束。应进行加热固化或热处理。
7.脱模
脱模是指成型玻璃钢单块塔与模具分离的过程。如果不小心,单块玻璃钢塔可能会因损坏而报废,脱模对手工工艺至关重要。
以下是脱模方法和原则。
(1)在脱模前,先将玻璃钢毛边缘超过模具边缘,将纱线剪断或凿掉,便于顺利脱模。
(2)根据模具的形状和结构,脱模时不要用力打击,要利用智慧脱模。如果确实需要锤打,可以使用木槌或橡胶木槌。
(3)为防止表面划伤,一般采用木质的脱模工具。脱模过程为:
1)成型体与模具之间的适当部位由硬铜或硬塑料制成的持子轻轻持持。
2)在以上基础上,将压缩空气或注入高水,从模具上没有气孔,使其逐渐分离。
3)在模具的适当位置,安装由尼龙和其他材料制成的顶部块,并用螺丝从模具下方顶出,以协助脱模。顶部应适当用力,以保护橡胶衣物,并尽量不要在顶部留下痕迹。
(4)如果脱模后有分层,可以用注射器将树脂注入针孔。
设计人员和操作人员应共同研究和配合脱模的好与差,关系到塔体质量和模具保护。
然后是塔体拼装,将脱模的单块塔体按照上述连接方式拼装成完整的塔体。
以上就是冷却塔厂家为大家带来冷却塔生产工艺流程(冷却塔是怎么生产出来的)内容了,广东康明节能空调专业生产静音冷却塔,工业冷却塔,闭式冷却塔,开式冷却塔,横流冷却塔,逆流冷却塔,方形冷却塔,提供冷却塔维修,冷却塔节能改造,凉水塔改造,冷却塔填料,电机风机减速机等品牌冷却塔配件批发厂家价格,服务深圳,广州,珠海,惠州等珠三角地区,设备规格齐全,冷却塔公司欢迎您来电咨询。
在寻找提升工业冷却效率的秘诀吗?您的冷却塔是否面临维护难题?别让这些问题成为阻碍,立即来电获取免费专属冷却塔解决方案,开启高效冷却新篇章!
·全面分析:我们提供全面的冷却塔性能分析,找出效率瓶颈,量身定制改进方案。
·效率优化:借助先进技术和丰富经验,优化您的冷却塔运行,实现能效同步提升。
·维护简化:我们的解决方案将简化冷却塔的维护流程,减少您的运营负担。
·持久保护:保护您的冷却塔免受季节性变化影响,确保全年无休的稳定运行。
·立刻行动,拨打我们的免费咨询热线:[13728927868],获取您的专属解决方案。
文章来源: 冷却塔生产工艺流程(冷却塔是怎么生产出来的) http://www.gdlqtcj.com/news/352.html
您可能想看
冷却塔资讯
冷却塔产品










工程案例

深圳南山海岸城购物广
12-01 543

珠海长隆横琴湾酒店冷
11-23 601

旺旺集团冷却塔填料更
05-12 1098

福田沃尔玛购物广场冷
11-05 518

深圳罗湖商务中心大厦
12-01 946

广东万和集团有限公司
11-23 513

福田海岸环庆大厦康明
11-23 927

佛山华美达酒店冷却塔
11-23 1444

深圳半里花海生活广场
11-05 671

华润三九医药股份有限
12-01 846

珠海长隆横琴湾酒店
12-01 590

南山海岸城购物广场冷
11-23 475
最新百科
热门新闻
热门标签 More+
广东康明节能空调有限公司
联 系 人:
王经理
联系电话:
13728927868
公司邮箱:
km23055667@163.com
公司地址:
深圳市龙华区龙华大道2125号卫东龙商务大厦A座1916A

 粤公网安备 44030902003387号
粤公网安备 44030902003387号